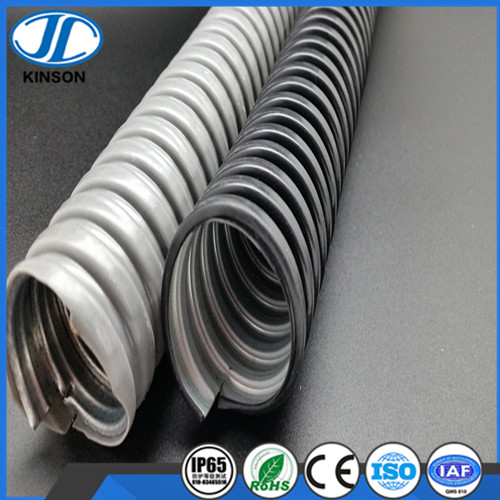
尼龙PA波纹管 挤压的发展 19的探索,尼龙波纹管其研究的内容涉及到钢挤压工艺和设备的多项核心技术,并成功地挤压出我国的第一支不锈钢无缝钢管、球墨铸铁管以及异型材。但是由于当时我国的国情,终止了对钢管挤压技术的进一步研究,因此没能跟上国外挤压不锈钢管生产技术发展的步伐960年初,因为小直径不锈钢无缝钢管生产的需要,根据当时的条件,采用了二辊斜轧穿孔加冷拔工艺,由鞍钢无缝钢管厂的40mm自动轧管机组进行试制,但产品质量不理想。后来,上钢五厂在其所属的一家“弄堂小厂”的一台30mm老式的小穿孔机上试验采用二辊斜轧穿孔加冷拔工艺(包括发明了冷拔不锈钢管的润滑剂一“牛油石灰”荣获时任国防科工委主任聂荣臻元帅签署的发明证书,以及